

甘肃深孔枪钻设备-厂家供应深孔枪钻设备-巨泰机床
德州市巨泰机床制造有限公司
经营模式:生产加工
地址:德州市陵城区边临镇
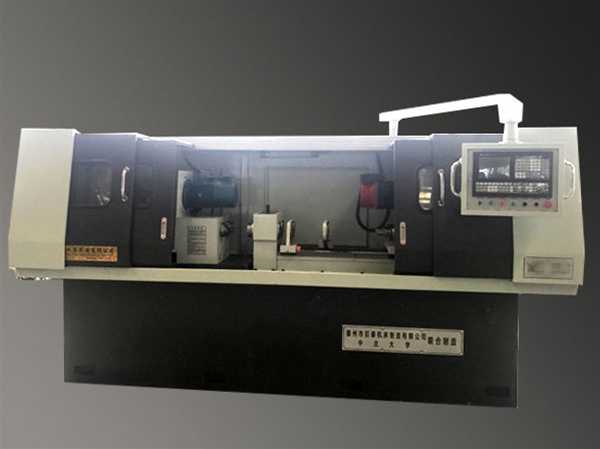
主营:深孔钻镗床,深孔镗床,深孔珩磨机,数控深孔镗床
业务热线:0534-2359978

产品详情
联系方式
产品品牌:巨泰机床
供货总量:不限
价格说明:议定
包装说明:不限
物流说明:货运及物流
交货说明:按订单
有效期至:长期有效
甘肃深孔枪钻设备-厂家供应深孔枪钻设备-巨泰机床
深孔钻镗床厂家,深孔钻床生产厂家,卧式深孔钻镗床
在生产中,直槽枪钻使用得多。根据枪钻的直径并通过传动部分、柄部和刀头的内冷却孔的情况,枪钻可制成整体式和焊接式两种类型。其冷却液从后刀面上的小孔处喷出。枪钻可有一个或两个圆形的冷却孔,或单独一个腰形孔 标准枪钻可加工孔径为0.9mm到50mm的孔,钻削深度可达直径的350倍。尽管枪钻的每转进给量较低,但其每分钟进给量却比麻花钻大(每分钟进给量等于每转进给量乘以刀具或工件转速)。 由于刀头是用硬质合金制造,所以枪钻的切削速度比高速钢钻头要高得多。这可增加枪钻每分钟的进给量。另外,当使用高压冷却液时,其切屑能从被加工孔中有效排出,无需在钻削过程中定期退刀来排出切屑。








与传统的麻花钻相比,枪钻具有加工精度高、加工时间短、钻头寿命高、排屑好的特点。而传统的麻花钻每加工大约1~2倍直径的深度必须退刀排屑,加工精度低、表面粗糙度差,加工效率低、操作劳动强度大,质量难以保证。 枪钻的独具优点解决了传统制造业小直径深孔加工的难题,极大地提高了生产效率,突破了一向影响生产品质、阻碍生产进度的瓶颈,取得十分可喜的效果,至今已被广泛应用於汽车工业、航太工业、工业、模具和刀具等制造业领域。

二、深孔钻 使用说明: 1、在使用时,必须先有导向机构,深孔钻专机选择导向套做为导向机构,导套与枪钻头部的间隙公差保持在0.003mm--0.008mm之内,使用深孔枪钻设备的机床主轴必须有较高的轴向和径向刚性,导套和主轴要有较高的同轴度。使用时应正确选取切削用量。一般情况下,切削速度:V=1.1-1.65 米/秒,进给量:s=0.015-0.03 毫米/转,油压:P=2.5-6.0Mpa,流量:Q=0.2-0.65 升/秒。在钻孔过程中,被加工材料(特别是铸件)如有断裂、气孔及其他杂质,容易会造成崩刃,甚至掉头。

王经理先生
手机:13853490804


